
揭秘EPDM挤出制品表面不光滑问题
2024-10-29 11:10:18
为了更全面地分析EPDM挤出制品表面不光滑的问题,将数据分析与实际生产中的测量参数相结合变得至关重要。这些数据不仅是精准定位问题的关键,还能在实施改进措施时提供量化评估和效果监控的基础。接下来,我们将详细介绍几个关键领域的数据分析方法及相应的测量指标。最好的密封橡胶硅胶材料
一、原材料质量评估
1. 材料流动性分析
EPDM材料的流动性是影响其挤出效果的重要因素。通过门尼粘度测试(ML1+4, 100°C)来衡量,理想的粘度范围通常在50-70之间。高粘度可能导致挤出过程中材料流动性差,进而造成表面不平整。密封橡胶硅胶材料类型代号
改进措施:调整增塑剂或填充剂的比例,优化流动性。
监控手段:定期测试门尼粘度,确保材料批次稳定性。
2. 材料分散性评估
填充剂或增塑剂在材料中的均匀分布对制品表面质量至关重要。利用扫描电子显微镜(SEM)和粒度分析仪,可以评估填充剂的粒径分布及其均匀性。专业定做厨房卫浴电器橡胶硅胶配件厂家
目标:填充剂粒径控制在0.5-1微米,分布均匀。卫浴龙头橡胶垫圈
评估方法:对比不同批次SEM图像,评估分散效果。厨房卫浴电器橡胶硅胶配件定制厂家
二、挤出工艺参数优化
1. 温度分布监控
挤出温度通常设定在100-110°C之间,温度均匀性对制品表面质量至关重要。卫浴橡胶垫圈图片
监控工具:热电偶和温度传感器。厨房电器配件橡胶制品加工
优化策略:根据温度数据调整加热段设置,如冷却段前端适当降温。
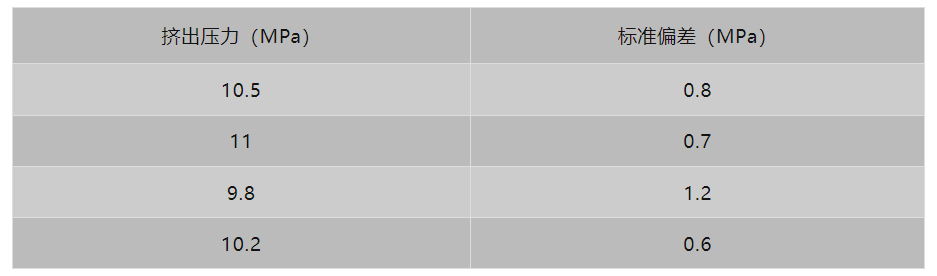
2. 挤出压力管理
压力稳定性影响材料流动均匀性,进而影响表面质量。橡胶产品配方大全
理想范围:8-12 MPa。
评估指标:压力波动的标准偏差,越小表示越稳定。
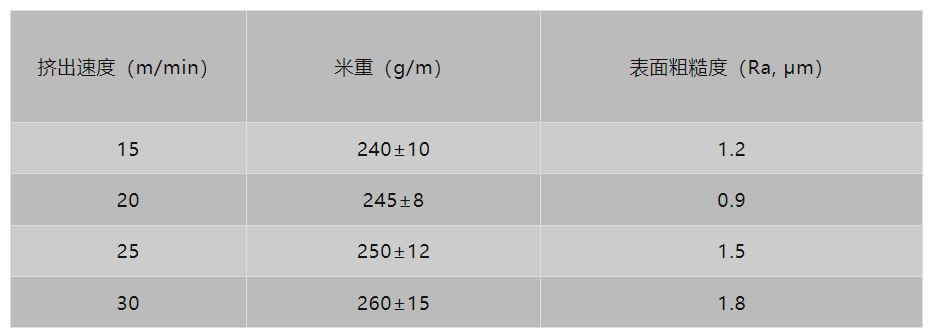
3. 挤出速度与冷却效果
挤出速度需与冷却效果相匹配,通过米重和表面粗糙度数据来评估。厨房厨房电器的橡胶圈
推荐范围:挤出速度15-30米/分钟,米重标准差小,粗糙度值(Ra)低。
三、设备维护与监控
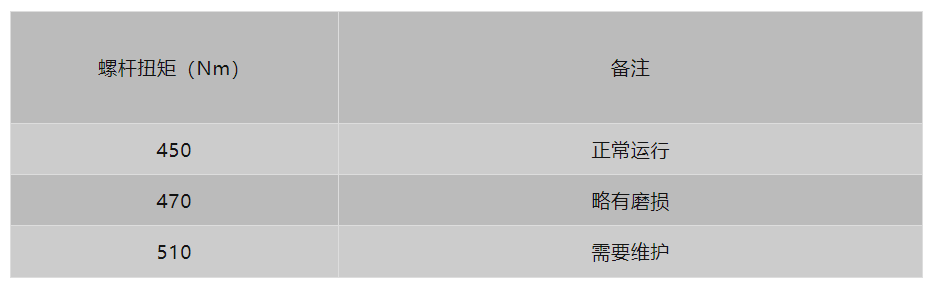
1. 螺杆扭矩监测
螺杆扭矩是评估设备健康状态的重要指标。
正常/磨损/维护阈值:450 Nm/470 Nm/510 Nm(需维护时>500 Nm)。
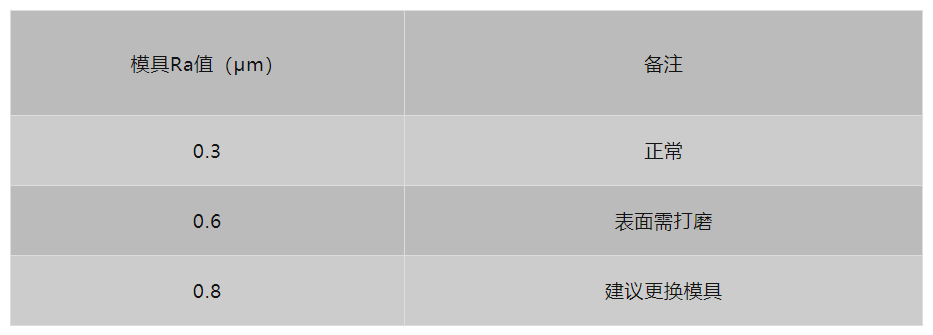
2. 模具表面粗糙度
模具表面粗糙度直接影响制品表面质量。厨房电器上面的橡胶圈有毒吗
推荐范围:Ra值0.2-0.5 μm。
维护标准:Ra>0.6 μm需打磨,>0.8 μm建议更换。
四、改善效果评估
1. 表面粗糙度与外观检测
通过粗糙度仪和高精度摄像设备评估改善效果。
目标:Ra值<1.0 μm,外观合格率提高。
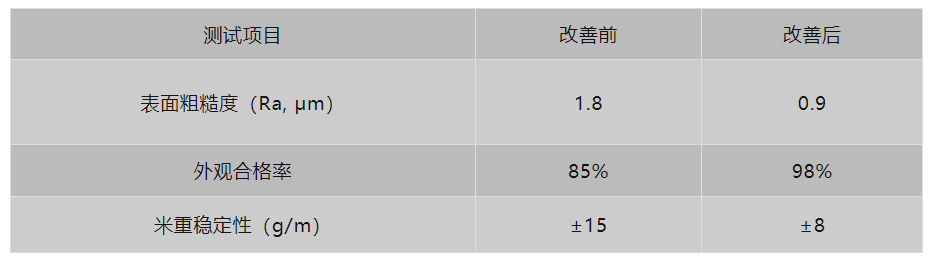
2. 数据对比
改善前后:表面粗糙度从1.8 μm降至0.9 μm,外观合格率从85%提升至98%,米重稳定性提高。
结论
数据分析在优化EPDM挤出制品表面质量中扮演着核心角色。通过原材料质量、挤出工艺参数、设备维护和冷却系统的综合监控,能够精确定位问题并实施针对性改进。数据化管理不仅提升了产品质量,还促进了持续改进机制的形成,提高了生产效率和质量标准。橡胶硅胶材料密封研究
特别声明:内容来源 橡胶网 仅供参考,以传递更多信息而不是盈利。版权属于原作者。如有侵权,请联系删除。






